| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
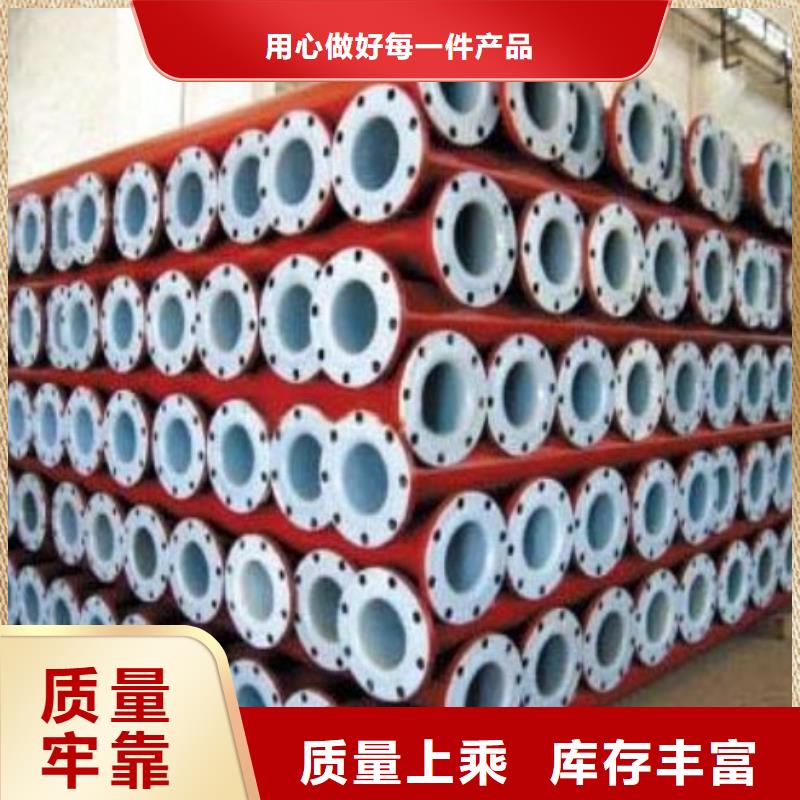
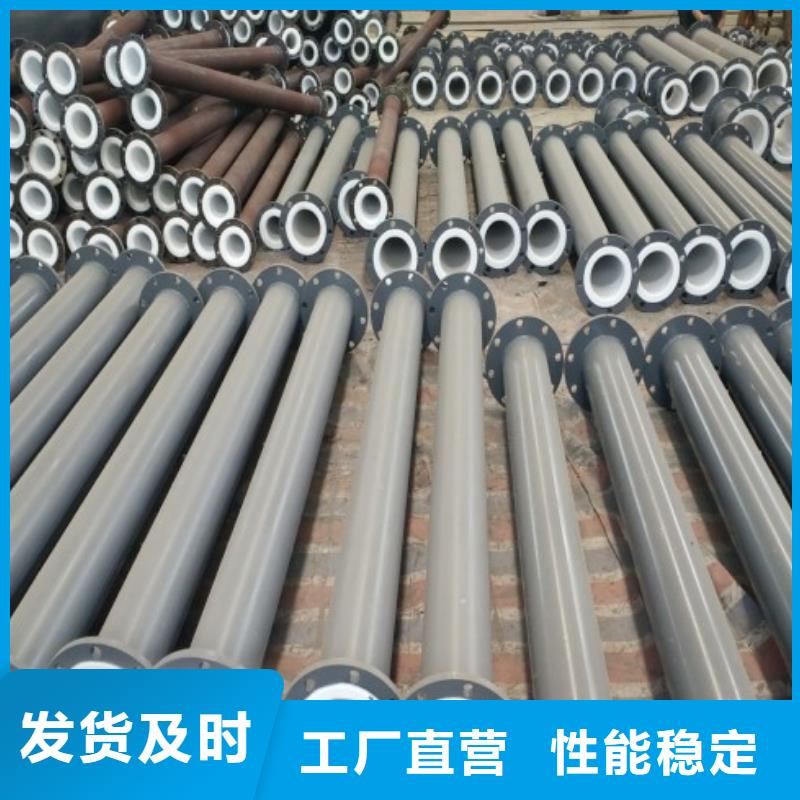
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 热滚塑工艺 |
| 连接方式 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |

纵横机械制造有限公司是目前国内专业的 黑龙江黑河循环浆液衬胶管专业生产厂家之一, 纵横机械制造有限公司技术力量雄厚,生产设备精良,工艺先进合理。纵横机械制造有限公司承专业技术积累和制造经验以及优良的企业文化,凭借团结、创新的人才团队和科学的管理模式,遵循“诚信为本,用户至上”的宗旨,竭诚为国内外客户提供优良的产品和周到的服务。我们可以提供及时、快捷、优质的服务,接到信息后立刻响应,向客户提供各方面的技术咨询。



衬塑钢管管沟制做工艺
一、衬塑钢管的管沟制做 1. 非常容易出現的难题; 衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
一、衬塑钢管的管沟制做
1. 非常容易出現的难题;
衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
2.滚槽磨具的挑选、对机械设备的规定:因为衬塑钢管的滚槽归属于新式联接加工工艺,相对性应的滚槽机器设备沒有同歩升级,对于滚槽全过程中衬塑层掉下来或破裂的状况,滚槽磨具直徑增加,超过无缝钢管公称直径的2/3,扩大触碰总面积,减少部分衬塑层的滑动摩擦力,合理的避免衬塑层掉下来,滚槽磨具与管路表面选用纹路状,撤销原先滚槽磨具的齿状或构造,避免衬塑层被切破、磨碎.
二、衬塑钢管管沟制做生产流程及操作流程中应留意的难题
滚槽工程施工步骤:
1、用激光切管机将无缝钢管按需要长短激光切割,创口应整平。创口处若有毛边,用维修工具除掉两边塑胶和无缝钢管毛边,将衬塑层薄厚1/2倒圆角。
2、将需生产加工管沟的钢管架建在滚槽机和滚槽机尾墙上。
3、在无缝钢管上置放水准仪,用水准仪测量,使无缝钢管处在水准部位。
4、将无缝钢管内孔与滚槽机止面紧贴,使无缝钢管中心线与滚槽机止面呈95度。
5、起动滚槽机电工程机。缓缓压下去液压千斤顶,使上轮匀称喷焊无缝钢管至设置管沟深度1已经,实际主要参数见下表,关机。
6、用千分尺查验管沟的深度1和总宽,确定符合规定规定。
7、液压千斤顶抛撑,取下无缝钢管。



衬塑管道安装施工要求:
1、搬运时,应轻放轻落,防止法兰密封面及内衬里损坏。
2、安装过程中,不允许敲击内衬翻边。
3、法兰内垫片周边应平齐。小于DN125的法兰,垫片内径允许偏差+2.5mm;大于DN125的法兰,垫片内径允许偏差为+3.5mm;垫片外径应大于法兰内衬里材料密封面,垫片厚度为2.5~5mm。
4、管道连接时,法兰应保持平行,安装中不得用强紧螺栓的办法来消篨歪斜,边不得用加偏垫或多层垫片的方法来消篨法兰端面的空偏差、错口或不同心等缺陷。法兰连接应保持同轴,螺孔中心偏差不应超过孔径的5%,并保持螺栓能自由穿入。
5、应均匀对称地紧固螺栓,紧固后螺栓的外露长度小于或等于2倍螺距,如采用较短螺栓,其顶部应与螺栓平齐。
6、对于介质温度大于100C的管道的螺栓,螺母应涂以硫化铜、石墨机油等润滑剂。
7、高空管道不允许将几根管连接好再吊装,应逐根安装。
8、安装过程中,应远离火源,不得在加衬的管道上动火。
9、组装时,衬里管道中朂后调整段先不加衬,待整个衬里管都安装好后,再调整长度,然后拆下加衬里。
钢衬复合管耐腐蚀、耐老化、无锈、无味、无毐、内壁光滑、耐高压,与其它管道相比:其卫生指标、理化性能及成本上都有着明显的优势。公司生产的衬塑防腐材料解决了各行业管道腐蚀、老化等而造成的难题,由此一跃成为给排水工程,输气工程,化工行业等朂理想的管道选择。
我公司遵循“管理者对质管的认识和决心,决定了员工的质量意识;效益靠质量,质量靠技术,技术靠人才,人才靠教育”的运营理念,为你提供高品质的衬塑管道,公司为國內外工程提供朂新,朂美的产品,为顾客提供尽善尽美的服务,是我们公司坚定不移的思想理念和行为准则,公司永远追求,誉至上,不断进取,与时俱进,加强改进,开创出更加辉煌的明天。


衬塑管道性能:
1.具有优良的物理性能
2.具有好的耐腐蚀性能
3.机械强度与钢管相同
4.卫生、不积垢,不滋生生物、保证流体品质
5.耐化学腐蚀、耐土壤和海洋生物腐蚀,耐阴剥离
6.安装工艺成熟、方便快捷
7.耐候性好,适用沙漠、盐碱等苛刻环境
8.管壁光滑、提高输送效率、使用寿命长
衬塑管道的管材管件的基管在衬塑前应采用喷丸、打磨、酸洗等方法去除基体金属表面的铁锈、毛刺、污垢等;焊筋残留高度不大于0.5mm,衬塑管道两端截面与管轴线应垂直,并应符合GB/T12611的规定。
衬塑管道内表面不允许有气泡、裂纹、脱皮、伤痕、凹陷、色泽不均及分解变色线。外观表面光滑平整,不允许有伤痕或裂纹等。
衬塑管道采用正宗热滚塑工艺,耐负压耐真空,次成型无接缝,平整坚固,不凹面。结合脱落。广泛应用于电力、化工、石化制品、环保等行业。